OEM Forging Large Alloy Steel Single Double Herringbone Helical Girth Gear Ring dengan CNC Mahining
Kami dapat memproduksi roda gigi penempaan, pengecoran dan pengelasan yang besar sesuai dengan gambar pelanggan. Sesuai dengan kondisi kerja dan
permintaan klien, kami juga dapat melakukan penggilingan gigi, pengerasan permukaan, disemen dan pendinginan, Nitriding dan pendinginan, dll.
|
Bahan
|
Baja Karbon, Baja Paduan
|
|
Standar
|
ASTM DIN.EN GOST JIS DLL
|
|
Struktur
|
Penempaan, Pengecoran dan Pengelasan
|
|
Modul Gear
|
8-120
|
|
Penggilingan Gigi
|
Modul MAX 24
|
|
Diameter Roda Gigi :
|
MAKSIMAL 13.000 mm
|
|
Diameter Roda Gigi Spiral :
|
MAKS.2 200 mm
|
|
Panjang Poros Gigi:
|
MAKSIMAL 5 000 mm
|
|
Layanan OEM Ditawarkan
|
Menurut Gambar Pelanggan
|
|
Segmen Gear yang Ditawarkan :
|
Sesuai dengan Permintaan Pelanggan
|
|
Perawatan panas
|
Pengerasan Kasing Q&T
|
|
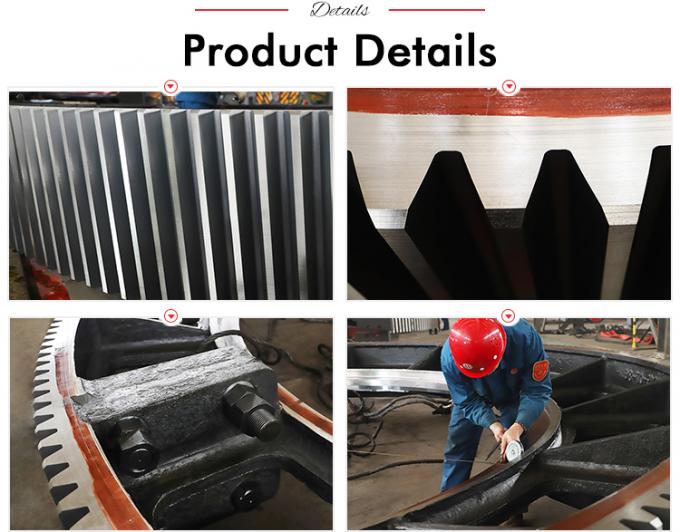
Kami menyediakan girth gear dalam tiga desain yang berbeda
1. Baja fabrikasi
- cincin palsu
- piring gulung
Baja tuang
Besi cor ulet (Nodular).
Roda gigi pabrikasi menjadi lebih umum di masa lalu dan dibuat dengan bahan pelek roda gigi baja tempa dan struktur bodi yang dilas elektro.Cincin dibuat dari seluruh blok baja paduan resistansi tinggi.Setelah pemesinan kasar cincin, kami melakukan perlakuan panas pengerasan dan penempaan untuk meningkatkan karakteristik mekanis dan karenanya kinerja yang relevan.
Keuntungan roda gigi lingkar buatan
1. Struktur material yang dipalsukan mengecualikan risiko inklusi
2. Cacat struktur seperti lubang gas, penyusutan mikro, lubang pin, sobekan panas, inklusi pasir dan terak dapat dihindari
3. Oleh karena itu, pengelasan perbaikan struktur tubuh dan misalnya penggilingan daerah bergigi tidak diperlukan.
4. Prosedur pembuatan fabrikasi mengecualikan kebutuhan akan pola dan anak tangga
5. Bahan pelek memiliki kekerasan dan kekuatan yang lebih tinggi daripada bahan yang digunakan untuk struktur di bawahnya (yaitu jaring, gusset)
Fitur
1. Gigi luar
Diameter maksimum: 16000 mm
Lebar muka bergigi: 1700 mm
Modul maksimum: 45 dengan kompor
Modul maksimum: pemotong finishing 65 gigi
2. Gigi dalam
Diameter Maksimum: 6500 mm
Modul maksimum: 25.4
Lebar muka bergigi: 400 mm
Proses penempaan material
Penempaan
Gulungan terakhir
Pendinginan tungku
Kontrol pada produksi
Pendinginan air
Pengujian kekerasan
Pemesinan kasar
Pengujian ultrasonik dan inspeksi dimensi
Sertifikasi inspeksi akhir
Standar/Sertifikat
UNI EN ISO
AWS
ASTM
SEPERTI SAYA
KERIUHAN
Aplikasi
Gear girth kami diterapkan di industri semen dan mineral:
Berbagai jenis pabrik horizontal
Pengering putar
Kiln putar
Aplikasi cincin roda gigi besar lainnya
Spesifikasi Steel Casting untuk Grinding Mills
D.Laporan inspeksi ultrasonik (sebelum dan sesudah perbaikan)
e.Laporan inspeksi partikel magnetik (sebelum dan sesudah perbaikan)
F.Laporan dimensi
G.Peta perbaikan las
H.Prosedur las dan catatan kualifikasi Prosedur
Saya.Kualifikasi tukang las
J.Kualifikasi inspektur pengujian tak rusak
|
Barang
|
Fitur struktural
|
Ukuran pemrosesan
|
Menguji konten
|
|
Roda Gigi
|
(1) GS42CrMo4Alloy Steel (standar milik perusahaan)
HB 220~240
(2) semi-terstruktur, Y-Spoke
(3) Heliks
(4) struktur penyegelan dan penyelarasan yang wajar dari baja paduan (standar milik perusahaan)
|
(1) pemurnian baja luar (RH argon dan perawatan vakum)
(2) teknologi pasir gantung cetakan dingin eksklusif untuk memastikan pengecoran, gigi padat
(3) normalisasi (teknologi berpemilik) untuk memastikan kekerasan permukaan gigi
Setelah
(4) hobbing kasar, waktu pelepasan, perbaiki permukaan sambungan, lalu gulung halus
(5) hobbing halus buatan sendiri hob
|
(1) pengecoran sifat mekanik dan komposisi kimia (standar internal)
(2) pengasaran setelah pengujian sonik
(3) semi-finishing, finishing setelah pengujian ultrasonik dan inspeksi partikel magnetik
(4) inspeksi partikel magnetik permukaan gigi, uji kekerasan
(5) pemeriksaan toleransi gigi
(6) uji beban rakitan pabrik untuk memeriksa keakuratan ukuran roda gigi
|

Persyaratan teknis cincin Gear CITICIC besar:
1) diperlakukan sebelum normalisasi perawatan pengerasan permukaan, kekerasan harus HB210 ~ 250;kinerja mekanik adalah kekuatan ultimate Rb 690MPa, tegangan luluh Rs 490MPa, elongasi D5 11%, reduksi luas W 25% , ketangguhan impak Ak 30J;induksi gigi mengeras, kekerasan HRC50 ~ 55;kedalaman lapisan pengerasan efektif 3 ~ 5mm.
2) deteksi cacat ultrasonik secara keseluruhan, kualitas internal harus memenuhi dua persyaratan persyaratan standar GB7233-87;pemeriksaan partikel magnetik gigi dan fillet, kualitas harus memenuhi dua persyaratan standar GB/T9444-88.
3) Perhatikan casting tidak membulat R5 ~ R10.
4) talang gigi di kedua ujungnya dan 1 45b.5) dengan dua setengah lebar gigi ring gear dari setiap ring kopling di sepanjang tepi seluruh ring yang dibuat dengan baut berkekuatan tinggi, dikombinasikan dengan permukaan gigi harus berada di tengah bawah .
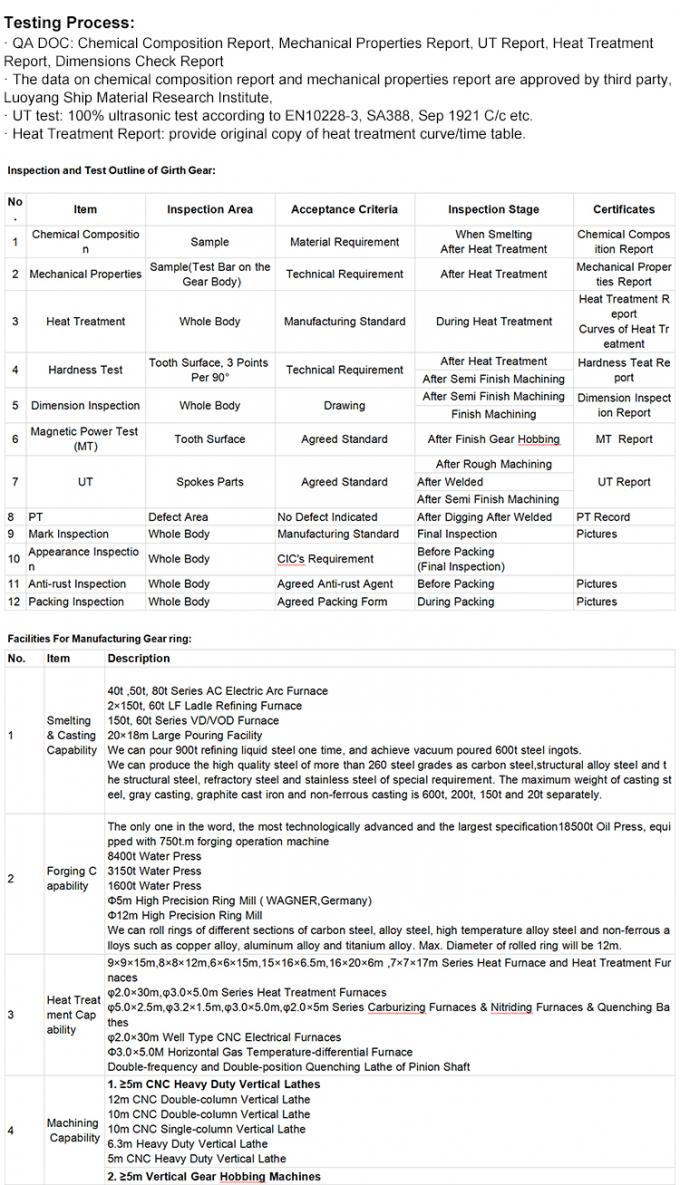
2 proses pembuatan ring gear besar
2.1 kasar
Pengecoran baja kosong disediakan oleh CITIC Heavy Machinery Co., Ltd. Pabrik Heavy Forging, dijalankan dengan standar GB11352-89 yang menetapkan persyaratan untuk pemodelan sesuai dengan proses pengecoran, peleburan, pengecoran, kotak tekan, pembersihan, pengecoran ganti;.Selama inspeksi dan penerimaan oleh gambar dan Persyaratan teknis untuk blanko baja
Cek, menurut standar JB/T6402-92 yang diterbitkan setelah penerimaan
Prosedur turun.
2.2 pengasaran
Dilintasi dengan menggambar dan tetap keluar penyisihan, penyelarasan, koneksi, pemrosesan baik di dalam maupun di luar lingkaran, menggabungkan penggilingan wajah, pengeboran, dan proses lainnya.
2.3 Cedera eksplorasi
Deteksi cacat ultrasonik secara keseluruhan, kualitas internal harus memenuhi dua persyaratan standar GB7233-87.
2.4 normalisasi pretreatment
Semi-ring pair normalizing dan tempering treatment, memberikan organisasi yang baik untuk pengerasan permukaan selanjutnya;tekan gambar deformasi pemeriksaan gigi setengah cincin setelah perlakuan panas.
2.5 Pemesinan
Pertama dua setengah cincin dibuat dengan baut berkekuatan tinggi yang menghubungkan cincin secara keseluruhan, proses keseluruhan dengan menggambar lingkaran gigi Quannei Wai dan ujung atas dan bawah, dan kemudian menggambar dan persyaratan proses penggilingan mesin.
2.6 Penghapusan stres pemrosesan
Cincin keseluruhan dianil untuk menghilangkan stres.
2.7 pengerasan permukaan cincin secara keseluruhan
JIKA sepanjang pengerasan induksi permukaan gigi alveolar, kekerasan HRC50 ~ 55, kedalaman lapisan pengerasan efektif 3 ~ 5mm.
2.8 Pemeriksaan akhir
Pertama, quenching frekuensi deteksi, kekerasan setelah temper ring gear cogging memenuhi persyaratan gambar;kedua, untuk mendeteksi apakah diameter luar maksimum ukuran D6944 lebih besar sebagai deformasi 3mm, koreksi mekanis diperlukan sampai memenuhi syarat;Ketiga, pemeriksaan partikel magnetik gigi dan fillet, kualitas harus memenuhi dua persyaratan persyaratan standar GB/T9444-88;Terakhir, sesuai dengan gambar dan persyaratan teknis untuk pemeriksaan akhir.
| TIDAK. |
proses |
pengolahan
ukuran
|
pengolahan
peralatan
|
program dari tes |
inspeksi peralatan |
|
1
|
mempersiapkan
|
1. Bahan: baja cor berkualitas tinggi
2. Merumuskan proses pengecoran yang wajar dan memastikan kualitas pengecoran melalui simulasi pemadatan komputer
3. Merumuskan proses peleburan yang wajar untuk memastikan komposisi kimia pengecoran
4. Merumuskan proses perlakuan panas yang wajar untuk memastikan
Verifikasi sifat mekanik dari pengecoran
|
|
|
|
|
2
|
pemodelan
|
1. Kontrol ketat kualitas pasir jenis (inti), pastikan kekuatan dan kontrol air
2. Sand tamping, poles permukaan miring, kuas cat dua kali
3. Tempatkan riser penuangan dan setrika dingin sesuai dengan persyaratan proses
4. Bersihkan dan panggang sesuai kebutuhan
rongga
|
pasir pengaduk
|
Periksa kualitas pasir jenis (inti) dan pasir permukaan
2. Periksa ukuran rongga
Periksa waktu memanggang
|
|
|
3
|
Pengecoran peleburan
|
1. Pilih besi kasar SP rendah, pilih baja bekas, bahan pembantu dan paduan tungku pembakaran sesuai proses
2. Menurut peleburan proses khusus, buat baja
Elemen berbahaya SP memenuhi standar kontrol internal
3. Baja cair jadi diperlakukan dengan peniupan argon di sendok dan degassing sirkulasi vakum RH untuk membuat komposisi baja cair seragam, pengurangan oksigen berbahaya (H, O), suhu seragam, meningkatkan fluiditas baja cair, untuk memastikan pengisian cairan yang baik dari pengecoran dan mencegah pengecoran dari porositas dan cacat lainnya
Kontrol ketat suhu pengecoran dan kecepatan pengecoran sesuai ketentuan
|
50 t tungku
Peralatan degassing sirkulasi vakum Rh untuk alat peniup argon sendok
|
1. Bahan tungku harus memenuhi persyaratan teknologi
2. Kontrol suhu makan, jumlah makan, waktu mendidih murni, suhu baja
3. Spektrometer pembacaan langsung digunakan untuk mendeteksi dengan cepat komposisi kimia di depan tungku untuk memastikan bahwa peralatan berada dalam kondisi terbaik selama peleburan dan komposisi kimia dari produk jadi memenuhi persyaratan selama penuangan
4. Periksa parameter peniupan argon dan perawatan vakum RH
5. Periksa suhu awal dan
Menuangkan waktu
|
Spektrometer pembacaan langsung
Peralatan fisik dan kimia
|
|
4
|
Pembersihan dan perlakuan panas
|
1. Waktu pengawetan panas internal cetakan pengecoran tidak boleh kurang dari persyaratan proses
2. Pasir jatuh, shot blasting, cutting dan pouring riser memenuhi persyaratan teknologi
3. Lakukan perlakuan panas kosong dengan ketat
Untuk memastikan keseragaman suhu tungku dan menyempurnakan struktur pengecoran asli
|
50t
Mesin pasir jatuh inert dan
8,5 ×12m
Tungku perlakuan panas
|
1. Periksa catatan suhu tungku
2. Sampel diberi perlakuan panas dengan pengecoran di tungku yang sama, dan sifat mekanik dikirim untuk segera diperiksa
3. Periksa kualitas permukaan benda kerja
Kuantitas, dimensi geometris, dan kelonggaran pemesinan
|
Peralatan fisik dan kimia
|
|
5
|
kasar permesinan |
1. Cadangan tunjangan untuk pemesinan kasar sesuai ketentuan teknologi
Perawatan penuaan buatan
|
Mesin bubut vertikal
8,5 ×12m
Tungku perlakuan panas
|
Periksa ukurannya
Inspeksi visual untuk cacat inspeksi ultrasonik
|
Ultrasonik
Pengujian
|

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!