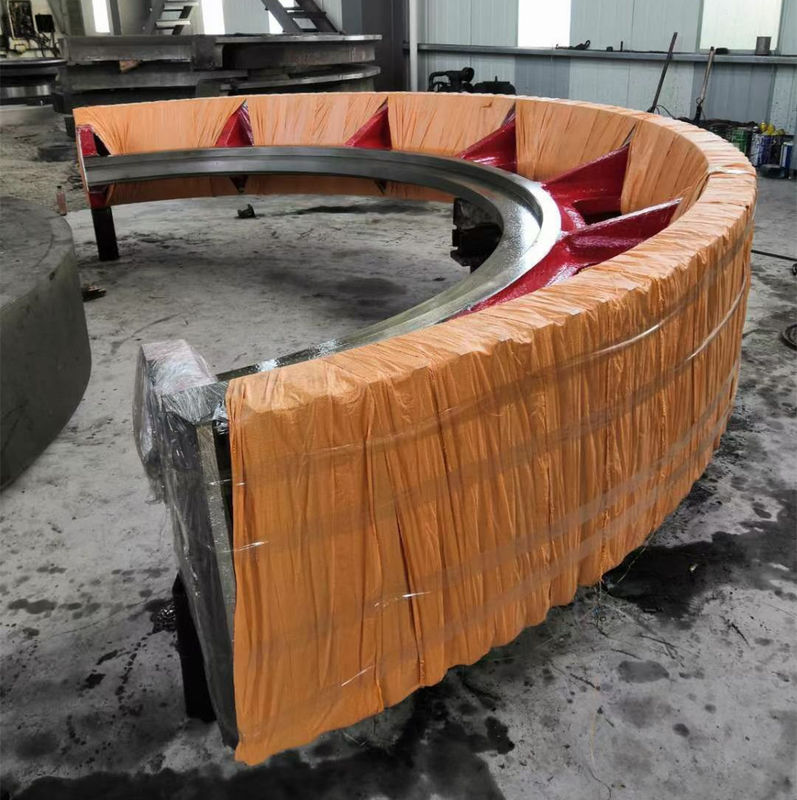
Perkakas cincin luar baja dengan diameter besar
Aplikasi
Gea ring dapat digunakan secara luas di pabrik semen, pertambangan, pengangkatan, industri ringan, industri kimia, transportasi, konstruksi dan mesin dan peralatan lain mekanisme decelerasi.
Keuntungan Peralatan
- Produk dengan Desain Pelanggan
-Mesin yang Kuat & Pengolahan PanasKemampuan
- Kontrol Kualitas yang ketat
- Pengiriman cepat
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Baja Alloy Cast, Baja Karbon Cast, Baja Alloy Forged, Baja Karbon Forged
|
|
|
|
Terintegrasi, Separuh ke Separuh, Empat Bagian dan Lebih Banyak Bagian
|
|
|
|
Pemadaman & Tempering, Normalisasi & Tempering, Carburizing & Pemadaman & Tempering
|
|
|
|
Perlengkapan lingkaran, cincin gigi luar
|
|
|
|
ISO, EN, DIN, AISI, ASTM, JIS, IS, GB
|
Kami menyediakan girth gigi dalam tiga desain yang berbeda
1Baja yang dibuat
- cincin palsu
- lempeng bergelombang
Besi cor
Besi cor yang lembut (Nodular)
Gear yang dibuat menjadi lebih umum di masa lalu dan dibangun dengan bahan pelek roda gigi baja tempa dan struktur tubuh las listrik.Cincin yang diproduksi dari seluruh blok baja paduan kekuatan tinggiSetelah pengolahan kasar cincin, kami melakukan pengolahan panas pengerasan dan tempering untuk meningkatkan karakteristik mekanik dan dengan demikian kinerjanya yang relevan.
Fitur
1. Gigi luar
Diameter maksimum: 16000 mm
Lebar wajah bergantian: 1700 mm
Modul maksimum: 45 per pemanas
Modul maksimum: 65 gear finishing cutter
2. Gigi bagian dalam
Diameter maksimum: 6500 mm
Modul maksimum: 25.4
Lebar wajah bergantian: 400 mm
Proses memalsukan bahan
Mempertukarkan
Penggulung akhir
Pendinginan tungku
Pengendalian produksi
Pemadam air
Pengujian kekerasan
Pengolahan kasar
Uji ultrasonik dan pemeriksaan dimensi
Sertifikasi inspeksi akhir
Standar/Sertifikat
UNI EN ISO
AWS
ASTM
ASME
DIN
Kami adalah pemasok terkemuka Kiln Girth Gear untuk berbagai pabrik seperti yang tercantum di bawah ini.
1. Sponge Iron Plants 50TPD 100TPD 300TPD 350TPD, 500TPD, 1000TPD
2Pabrik semen sesuai kebutuhan pelanggan
3Mesin untuk pertambangan fosfat, pabrik alumin, kaolin-bentonite
Kapasitas pemotongan gigi:
1. Diameter 100mm sampai 16000mm
2. 10Module ke 70Module
Girth kiln tersedia terutama dalam dua bagian, empat bagian, 8 bagian atau multi segmen sesuai dengan kebutuhan dan kesesuaian dengan aplikasi gear.Dalam bidang komponen pabrik penggilingan, Kami memasok kepala pabrik, inlet feed, roller penggiling, cincin tungku semen, roda casting, blok poros.Kami juga memasok shell pabrik struktur pengelasan dan fabrikasi.
Dokumen jaminan mutu
Laporan-laporan berikut harus diserahkan kepada Penjaminan Mutu:
a. Laporan kimia
Laporan fisik
c. Dokumen pengolahan panas
Spesifikasi untuk casting baja untuk grinding mills
d. Laporan inspeksi ultrasonik (sebelum dan setelah perbaikan)
e. Laporan inspeksi partikel magnetik (sebelum dan setelah perbaikan)
f. Laporan dimensi
g. Peta perbaikan las
h. Prosedur las dan catatan kualifikasi prosedur
i. Kualifikasi tukang las
j. Kualifikasi inspektur pengujian tidak merusak
|
Artikel
|
Fitur struktural
|
Langkah pengolahan
|
Isi tes
|
|
Girth Gear
|
(1) GS42CrMo4Alloy Steel (standar perusahaan)
HB 220 ~ 240
(2) Semi-terstruktur, Y-Spoke
(3) Heliks
(4) struktur penyegelan dan keselarasan yang wajar dari baja paduan (standar perusahaan) |
(1) pemurnian baja luar (R-H argon dan pengolahan vakum)
(2) teknologi penangkaran pasir cetakan dingin eksklusif untuk memastikan pengecoran, gigi padat
(3) normalisasi (teknologi paten) untuk memastikan bahwa kekerasan permukaan gigi
Setelah
(4) pengelompokan kasar, waktu pelepasan, memperbaiki permukaan sendi, kemudian gulung halus
(5) penggorengan halus yang dibuat sendiri
|
(1) sifat mekanik dan komposisi kimia (standar internal)
(2) penggoresan setelah pengujian sonik
(3) semi-finishing, finishing setelah pengujian ultrasonik dan inspeksi partikel magnetik
(4) pemeriksaan partikel permukaan gigi magnetik, tes kekerasan
(5) Periksa toleransi gigi
(6) uji beban perakitan pabrik untuk memeriksa akurasi ukuran gear |

| Tidak, tidak. |
proses |
pengolahan
langkah
|
pengolahan
peralatan
|
program dari tes |
pemeriksaan peralatan |
|
1
|
persiapkan
|
1Bahan: baja cor berkualitas tinggi
2. Merumuskan proses pengecoran yang wajar dan memastikan kualitas pengecoran dengan simulasi komputer pembekuan
3. Merumuskan proses peleburan yang wajar untuk memastikan komposisi kimia dari casting
4. Merumuskan proses pengolahan panas yang wajar untuk memastikan
Memverifikasi sifat mekanik dari casting
|
|
|
|
|
2
|
model
|
1. Mengontrol kualitas pasir jenis (inti), memastikan kekuatan dan kontrol air
2. penampalan pasir, polishing permukaan miring, sikat cat dua kali
3. Letakkan riser tuang dan besi dingin sesuai dengan persyaratan proses
4Bersihkan dan panggang sesuai kebutuhan.
rongga
|
pasir mesin pencampur
|
Periksa kualitas jenis pasir (inti) dan pasir permukaan
2Periksa ukuran rongga
Periksa waktu panggang
|
|
|
3
|
Pengeboran
|
1. Pilih besi mentah SP rendah, pilih baja bekas, bahan bantu dan paduan dari tungku roti sesuai dengan proses
2Menurut proses peleburan khusus, membuat baja
S.P elemen berbahaya memenuhi standar kontrol internal
3Besi cair yang sudah jadi diobati dengan pengeboran argon di tempat pengeboran dan RH sirkulasi vakum degassing untuk membuat komposisi baja cair seragam, mengurangi oksigen berbahaya (H, O),suhu yang seragam, meningkatkan fluiditas baja cair, sehingga memastikan penggantian cairan yang baik dari casting dan mencegah casting dari porositas dan cacat lainnya
Kontrol ketat suhu casting dan kecepatan casting sesuai dengan ketentuan
|
Tungku 50 t
R-h peralatan penguras gas sirkulasi vakum untuk alat meniup argon sendok
|
1Bahan tungku harus memenuhi persyaratan teknologi
2Mengontrol suhu makan, jumlah makan, waktu mendidih murni, suhu baja
3. The direct reading spectrometer is used to quickly detect the chemical composition in front of the furnace to ensure that the equipment is in the best state during melting and the chemical composition of the finished product meets the requirements during pouring
4Periksa parameter ledakan argon dan pengolahan vakum R-H
5Periksa suhu awal dan
Waktu tuang
|
Spektrometer pembacaan langsung
Peralatan fisik dan kimia
|
|
4
|
Pembersihan dan pengolahan panas
|
1. Waktu pelestarian panas internal cetakan casting harus tidak kurang dari persyaratan proses
2. pasir jatuh, tembakan ledakan, memotong dan tuang risers memenuhi persyaratan teknologi
3. Melakukan perawatan panas kosong secara ketat
Untuk memastikan keseragaman suhu tungku dan memperbaiki struktur asli casting
|
50 ton
Inert jatuh mesin pasir dan
8.5 × 12m
Tungku pengolahan panas
|
1Periksa catatan suhu tungku.
2. Sampel diproses panas dengan cor di tungku yang sama, dan sifat mekanik dikirim untuk segera diperiksa
3. Periksa kualitas permukaan kosong
Jumlah, dimensi geometris dan izin pemesinan
|
Peralatan fisik dan kimia
|
|
5
|
kasar pengolahan |
1. Pendapatan cadangan untuk pengolahan kasar sesuai dengan ketentuan teknologi
Pengobatan penuaan buatan
|
Mesin bubut vertikal
8.5 × 12m
Tungku pengolahan panas
|
Periksa ukurannya
Pemeriksaan visual untuk cacat pemeriksaan ultrasonik
|
Ultrasonik
Pengujian
|
Persyaratan teknis dari cincin CITICIC Gear besar:
1) adalah pra-diperlakukan sebelum menormalkan permukaan pengeras perawatan, kekerasan harus HB210 ~ 250; kinerja mekanik adalah kekuatan akhir Rb 690MPa, tekanan hasil Rs 490MPa, elongasi D5 11%,pengurangan luas W 25%, ketahanan benturan Ak 30J; gigi yang dikeraskan induksi, kekerasan HRC50 ~ 55; kedalaman lapisan yang dikeraskan efektif 3 ~ 5mm.
2) deteksi cacat ultrasonik secara keseluruhan, kualitas internal harus memenuhi dua persyaratan persyaratan standar GB7233-87; gigi dan filet inspeksi partikel magnetik,kualitas harus memenuhi dua persyaratan standar GB/T9444-88.
3) Perhatikan casting tidak bulat R5 ~ R10.
4) Cangkang gigi di kedua ujung dan 1 45b.5) dengan dua setengah lebar gigi cincin gigi dari setiap kopling cincin di sepanjang tepi seluruh cincin yang dibuat dengan baut kekuatan tinggi,dikombinasikan dengan permukaan gigi harus berada di bagian bawah pusat.
2 proses pembuatan peralatan cincin besar
2.1 dari kasar
Blank casting baja disediakan oleh CITIC Heavy Machinery Co., Ltd. pabrik Heavy Forging, dijalankan oleh GB11352-89 standar menentukan persyaratan untuk pemodelan sesuai dengan proses casting, peleburan,casting, hit kotak, pembersihan, pembalut dressing; Selama pemeriksaan dan penerimaan oleh gambar dan persyaratan teknis untuk baja kosong
Cek, menurut standar JB/T6402-92 yang dikeluarkan setelah penerimaan
Prosedur turun.
2.2 pengerjaan kasar
Dililit dengan menggambar dan tinggal di luar allowance, keselarasan, koneksi, pengolahan baik di dalam dan di luar lingkaran, menggabungkan permukaan penggilingan, pengeboran dan proses lainnya.
2.3 Cedera eksplorasi
Deteksi cacat ultrasonik secara keseluruhan, kualitas internal harus memenuhi dua persyaratan standar GB7233-87.
2.4 normalisasi pra-pengolahan
Semi-ring pasangan normalisasi dan pengolahan tempering, memberikan organisasi yang baik untuk pengeras permukaan berikutnya; cetak pers deformasi dari setengah ring gear pemeriksaan setelah pengolahan panas.
2.5 Pengolahan
Dua setengah cincin pertama dibuat dengan baut kekuatan tinggi menghubungkan cincin secara keseluruhan, keseluruhan proses dengan menggambar lingkaran Quannei Wai gigi dan ujung atas dan bawah,dan kemudian menggambar dan mengolah persyaratan proses penggilingan.
2.6 Penghapusan stres proses
Cincin keseluruhan dipanaskan untuk menghilangkan stres.
2.7 pengeras permukaan cincin secara keseluruhan
IF di sepanjang permukaan gigi alveolar pengeras induksi, kekerasan HRC50 ~ 55, kedalaman lapisan pengeras efektif 3 ~ 5mm.
2.8 Pemeriksaan akhir
Pertama, deteksi frekuensi quenching, kekerasan setelah tempering cincin gear cogging memenuhi persyaratan gambar; kedua,untuk mendeteksi apakah diameter luar maksimum ukuran yang lebih besar D6944 sebagai deformasi 3mm, koreksi mekanik yang diperlukan sampai memenuhi syarat; Ketiga, gigi dan filet inspeksi partikel magnetik, kualitas harus memenuhi dua persyaratan persyaratan standar GB/T9444-88;sesuai dengan gambar dan persyaratan teknis untuk pemeriksaan akhir.
Layanan Kami
CITIC Heavy Industries adalah mitra bisnismu di After Market.
CITICIC dapat menyediakan:
1PEMBANGUNAN PEMBANGUNAN PEMBANGUNAN PEMBANGUNAN PEMBANGUNAN
2. PLUTIAN Besi dan Besi
3. KAPASITAS Mesin Besar
4. Program Pelatihan
5. Program PEMERINTAHAN PREVENTATIF
6. Jasa pemeliharaan pencegahan
7. Program Pemeliharaan yang Komprehensif
Insinyur Layanan Lapangan CITIC terlatih secara khusus dalam produk kelompok merek CITIC tetapi mampu melakukan layanan merek OEM lainnya.
Teknisi kami dilengkapi dengan peralatan diagnostik teknologi paling canggih yang tersedia untuk memecahkan masalah peralatan Anda untuk mengoptimalkan kinerja dan meminimalkan downtime.
CITICIC juga memiliki kemampuan yang luas dalam memasok semua kebutuhan konsumer dan suku cadang listrik / mekanik.
FAQ
Kontrol Kualitas
Pusat Identifikasi Fisik & Kimia
CITICIC memiliki lembaga pengujian dan metrologi profesional yang menyediakan metode pengujian canggih seperti metode pengujian non-destruktif
pengujian, analisis kimia industri, pengujian dan analisis metalografi, pengujian mekanik, persiapan sampel, meter/panjang
Institut metrologi kami telah mengambil peran utama di Cina.
CITICIC memiliki hampir dua ratus jenis peralatan pengujian canggih,sembilan standar pengukuran yang berbeda dan hampir dua puluh jenis peralatan pengujian kelas dunia yang telah diimpor dari lokasi internasional seperti Jerman, Jepang, Amerika Serikat,
Inggris dan Belgia.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!